

概述
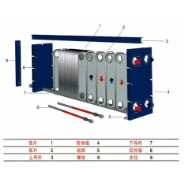
钣金产品(试验台架、测试台架、机柜、机箱)如今大量使用在我们的设备中,电子产品中的机柜、机箱,机械产品中的台架、面板。
每个工程师做钣金设计都有自己的喜好或经验,标准不统一,就会出现:新手由于设计经验不足,导致开孔不合理,往往刚加工好的钣金件就无法使用,或者是叉车孔太长或太短导致无法搬运。
就美观性来说,一直做不到统一,形成不了一种规格。所以给出一个企业标准。还是很具有参考和学习性的
电子设备
机柜面板
常用的机柜面板尺寸为 1U、2U、3U、4U、5U、6U。几 U 面板指的是 面板的高度,1U=44.45mm。常用面板尺寸如图所示。
| nXU | 1U | 2U | 3U | 4U | 5U | 6U |
|---|---|---|---|---|---|---|
| A | 31.8mm | 44.45 | 88.9 | 133.35 | 177.8 | 222.25 |

机箱面板
常用的机箱面板尺寸为 1U、2U、3U、4U、5U、6U。几 U 面板指的是 面板的高度,1U=44.45mm。常用机箱面板尺寸如图 所示。
| 几 U 机箱面板 | 机箱面板高度 A | 安装孔中心距 B |
|---|---|---|
| n | nXU-4.3 | nXU-10.9 |

机箱带板卡插槽用面板
常用板卡插槽用面板为 4U4TE、6U4TE、6U6TE、4U14TE;TE 指的是 面板宽度,1TE=5.08mm,为保证安装顺畅,一般按表 取值。
| TE | 4* | 6* | 8 | 10 | 12 | 14* |
|---|---|---|---|---|---|---|
| 面板宽度 | 20 | 30.2 | 40.3 | 50.5 | 60.7 | 70.8 |
*:表示常用规格
面板不带助拔器
面板不带助拔器尺寸图,如图所示。

面板带助拔器
面板不带助拔器尺寸图,如图 所示。
| 开关箱挡板 | 资源箱挡板 |
|---|---|
 |  |
材料及表面处理
机柜面板、机箱面板一般选用铝合金板材(牌号:5052),厚度 2mm;机 箱带板卡插槽用面板材料:宽度≥8TE 的采用铝合金板材,厚度 2.5mm,宽度≤8TE 的采用铝型材。表面处理:采用静电粉末喷涂,颜色:RAL7035,纹路: 细砂纹或细橘纹。
丝印
丝印字体要求:中文微软雅黑,英文 Arail,字高根据实际需要,颜色采 用黑色。
机械设备
底座
机械设备底座推荐按此标准执行。
中型设备底座
中型测试设备定义:0.3 吨≤整体重量≤1 吨的设备。
中型设备采用 8-12 号 C 型槽钢或方管作为设备的框架安装平台,安装平 台下端采用金属脚杯和万向轮;金属脚杯用于设备固定时支撑,万向轮用于 设备移动时支撑。金属脚杯、万向轮与安装平台通过螺纹连接,并且在安装 平台上需加螺纹连接板,保证螺纹啮合长度能够支撑设备的重量。
中型设备底座如图所示,万向脚轮和支撑脚杯的考虑位置布局的合理性、美观性,并且注意万向脚轮带刹车旋转不与脚杯发生干涉。
重型设备底座
重型测试设备定义:整体重量超过 1 吨的设备。重型设备底座采用 16~22号 C 型槽钢焊接成型,重型设备底座需开叉车孔。
2T 手动叉车叉脚尺寸:
叉脚长度为: 850mm
叉脚宽度为:140mm
叉脚活动的水平距离 A:750mm
叉脚水平调节距离:140mm-750mm
叉脚厚度从最小部分到最大部分值为:10-50mm 2T-3T 叉车叉脚尺寸:
叉脚长度为:1000-1800mm
叉脚宽度为:120mm
叉脚活动的水平距离 A:1070mm
叉脚水平调节距离:240mm-1070mm
叉脚厚度从最小部分到最大部分值为:10-40mm 5T 叉车叉脚尺寸:
叉脚长度为:1200mm-2400mm
叉脚宽度为:150mm
叉脚活动的水平距离 D:1700mm
叉脚水平调节距离:300-1700mm
叉脚厚度从最小部分到最大部分值为:15-60mm 重型设备叉车孔尺寸按图所示开孔
底座技术要求及处理
底座 C 型槽钢采用锯切下料,保证下料口断面平整无毛刺;底座连接采 用满焊,焊接时焊缝要求平滑,不得有气孔夹渣等焊接缺陷,并且底座应施 予适当热处理以消除焊接内应力。表面处理:采用喷漆,颜色 RAL5005(客户如有要求,按客户要求处理)。
设备框架
不锈钢框架
不锈钢框架一般用于液压(如:磷酸酯液压油(通称蓝油)、航空煤油、 滑油等)测试台。
不锈钢框架和面板采用 2mm 厚的不锈钢 304 板材折弯焊接成型,门板采 用 1.5mm 厚的不锈钢 304 板材折弯焊接成型,如果门板强度不够,需在门板 内侧加加强筋。
表面处理:所用焊缝打磨平整,表面拉丝处理,注意纹路方向一致。
碳钢框架
碳钢框架常用于气动测试台和电气控制台。
碳钢框架和面板采用 2mm 厚的冷轧碳钢板折弯焊接成型,门板采用 1.5mm厚的冷轧碳钢板折弯焊接成型,如果门板强度不够,需在门板内侧加加强筋。 表面处理:所有焊缝平滑,不得有气孔夹渣等焊接缺陷。碳钢框架、门板、面板采用静电粉末喷涂,颜色 RAL7035,纹路细砂纹忽细橘纹(客户如有 要求,按客户要求处理)。
工艺要求
1.设备框架与底座采用焊接连接,焊缝平滑且不得有气孔夹渣等焊接缺 陷。
2.设备框架之间的缝隙需均匀一致。
3.设备框架、底座的形位公差按 GB/T1184-1996 K 级执行。
4.面板采用前端螺钉固定,设备框架上需焊接螺母。螺钉采用平圆头内 六角螺母。
5.剪冲要对所有可能造成伤害的尖角锐边倒钝处理。
6.折弯要保证工件的垂直度和平面度。
7.零部件焊接后不允许有气孔、冷裂纹、咬边、烧穿、夹渣、焊瘤、未 熔合、凹凸不平等缺陷。
8.角焊焊缝要均匀、圆滑、美观等。
9.零部件的平面焊缝(对接)要打磨平整,不允许有凸起凹陷等现象, 打磨处要求光滑。
机械台架常用配件
门框铰链和门锁采用上海生久品牌的产品。
门框铰链
内置铰链:选用隐藏式内置铰链,如图 所示。
外置铰链:选用如图所示外置铰链。
门框锁
门板锁一般选择平面锁,如图 所示。